simotion用什么命令读取当前位置
1:这些指令通常都是以FB的形式出现的,使用前需要声明相应的FB,例如使用上升沿检测模块:VAR_GLOBAL g_FB_Edge_Det : R_TRIG;END_VAR;IMPLEMENTATIONg_FB_Edge_Det (CLK:=g_signal_in);//g_signal_in这个是被检测信号,需要声明或者定义成I/O类型if g_FB_Edge_Det.Q=1 THEN.....//添加上升沿时运行的程序END_IF;2:使能轴的命令g_i32ReDint:= //g_i32ReDint需要事先声明成DINT类型的变量_enableaxis( axis:= axis_Speed, //这个是SCOUT中轴的名称enablemode:=ALL, servocontrolmode:=ACTIVE, servocommandtoactualmode:=INACTIVE, nextcommand:=IMMEDIATELY, commandid:=_getcommandid(), //这个很重要,需要写成_getcommandid()由系统为这个命令分配一个命令IDforcecontrolmode:=INACTIVE, stwbitset:=0, movingmode:=DO_NOT_CHANGE );3:可能是axis_virtual轴没有配置成Position类型的,如果需要读取轴的位置,需要在建立轴的时候钩选位置轴的选项
什么是SIMOTION
因此顾名思义,SIMITON是西门子一款针对运动控制的产品。 再来看看官方的说法—— 在许多机械制造领域中,特别是那些依赖于运动控制的机器,接卸运动越来越复杂,对速度及精度的要求也越来越高。传统的方法是用机械元件以及若干电子装置来完成这些复杂的运动控制(如多轴定位,凸轮同步等)。这样的话,即使是一个很小的功能变化或是有额外的功能需求都将意味着更换元件、采用新的结构、配置、参数设置及编程,同时用于元件更换的库存量也将增加。唯一能够取代这些独立机械元件的方法是使用一种功能全面的自动化系统,它必须能够提供针对不同控制任务的解决方案,这就是:SIMOTION运动控制系统:由一个系统来完成所有的运动控制任务;适用于具有许多运动部件的机器。应用领域:从简单的速度轴控制到复杂的多轴电子凸轮差补;从几个轴的同步运行到上百根轴的高精度同步关注行业:纺织,印刷,包装,橡胶塑料,金属压机,连续物料加工,木材,玻璃,冲床,磨床,等等。。。事实上,SIMOTION就是机电一体化的产物。它将以前靠机械实现的诸如齿轮、凸轮一类的运动转化为电子的方式,只要简单地调用SIMOTION内部的命令(如齿轮同步命令、凸轮同步命令),就可以替代笨拙而复杂的机械零部件。 SIMOTION代表着运动控制系统这一概念,它的硬件可以基于不同的平台,在上面的图中看得出来 ,三种类型的SIMOITON外形差异很大,至于硬件的介绍以后再说吧。然而不管是什么样的硬件平台,SIMOTION调试软件都只有SCOUT——又是一个巨型软件,安装文件都有好几个G——SCOUT不仅提供集成的工程系统,而且还可以提供一体化的编程、参数设定、测试和调试以及故障诊断所需要的工具。有人曾问START软件和SCOUT有什么关系,其实SCOUT包含START,如果装了SCOUT的话START就用不着安装了。START是用来调试SINAMICS的。 从大的功能上来说,SIMOTION除了能做运动控制之外,还可以做逻辑控制和工艺控制(压力、温度控制等)。它也包含梯形图语言,能像PLC一样编写梯形图程序。有了它,PLC显得太渺小了,哈哈哈
6es7 193-4ca30-0aa0是什么模块
TE-U120C4×10端子模板:用于用于ET200S紧凑型的TE-U120X端子模板,弹簧型端子,3线制链接,如用于4线制,需要订购2块。
SIMOTION跟数控系统有什么区别,请指教。
siemens有一个口号是“博大精深”,个人认为对工控工程师来讲这个口号还是不算夸张的。做一个稍微大一点的系统,还是一个不错的选择。simotion是si+motion,siemens的产品系列通常以si开头,猜想是siemens的缩写吧,如si+namics,si+modrive等等。simotion是个什么东东?它是一个开放式的运动控制器,和数控相比,数控的运动功能是固定的编好的,是一群家伙把某种金属加工的工艺吃透并标准化给你用就好了。而simotion可以发挥工程师的能动性,你来吃透工艺,做出你想要的专用功能,当然对常用的功能也有标准的功能块如卷绕等。
台达plc怎样确定输出类型
基于PLC的数控机床电气控制简析
摘要:对数控机床电气控制系统的控制方式、系统功能、主要实现部件,进行了选择和分析,然后给出一个完整的基于PLC的数控机
床电气控制系统工作原理方案。
关键词:PLC;数控机床;电气控制
目前数控机床相关技术的发展,不仅要对各机床各个坐
标轴的位置进行连续控制外,而且需要对机床主轴停止、转向
和进给运动的启动和停止、刀库及换刀机械手控制、切削液开
关、夹具定位等动作,进行特性次序控制。特定次序的控制信
息,由输入/输出控制,如控制开关、行程开关、压力开关、温
度开关等输入元件,继电器、接触器和电磁阀等输出元件控
制,同时还包括主轴驱动和进给伺服驱动的使能控制和机床
报警处理等[1~5]。
随着可编程序控制器(PLC)技术的发展,上述综合功能是
可以由数控机床中的可编程序控制器来完成的[1~2]。它是由输
入部分,逻辑部分和输出部分组成,输入部分收集并保存被控
制部分实际运行的数据,逻辑部分处理输入部分所取得的信
息,并判断哪些功能需做出输出反应。输出部分提供正在被控
制的许多装置中,哪几个设备需要实时操作处理。笔者基于
PLC控制来分析对一类数控机床的电气控制设计,主要包括
对控制方式的选择和分析;对电气控制系统中的主要实现部
件进行分析和选用,以及提出完整的基于PLC的数控机床电
气控制系统工作原理方案。
1基于P LC的数控机床电气控制方式的选择
数控机床电气控制方式优劣,决定了控制系统的成败[3,5]。
本文所提及的系统,要控制机床实现高速高精度的加工,所以
系统的性能至关重要:首先要根据预定要求和被控对象的特
征、控制精度、系统运行速度等限制进行了综合考虑,同时,充
分考虑系统的性能价格比等因素,确定X、Y轴采用PC机+
运动控制器+电机+光栅尺的方式进行闭环控制。采用此种
方式,PC机发挥了强大的文件处理功能、人机交互功能以及
高速的数据处理功能,运动控制器则体现了高可靠性、高速
性、高精度等优点,光栅尺则为系统提供了高达1μm的精度
的位置信息。同时,运动控制器可以接入机床的各种传感器,
并及时做出处理,提高了整个系统的可靠性和稳定性。运动控
制卡只能接入少数几根轴,而运动控制器可以大量扩展轴的
数目,为系统以后的升级带来便利。运动控制器同时还可以通
过一个标准接口接入一个PLC系统,即运动控制器同时可以
执行PLC功能。
2数控机床的功能分析
本文分析的数控机床,是一拖四的机床,有X、Y轴和四
个Z轴上的伺服电机,来进行工作台定位;X、Y、Z轴可以联
动,四个Z轴可以同时运动,也可以分开运动。
为了提高加工精度,工作台的X、Y轴运动,利用光栅尺
实现全闭环控制,对工作台进行精确定位。通过外扩模拟量
I/O点对高速变频器进行控制,实现四个主轴电机可以进行启
停分开控制,转速同步控制。X、Y轴进行两侧硬限位和软限位
双重保护,对Z轴下侧进行软硬限位。主轴转速高达16万
r/min,实现较高的加工效率,并配备专用的冷却水泵对电机
进行冷却,同时实时检测电机温度,提供温度保护。为每根主
轴安装机械手和刀库,实现自动换刀和手动换刀可选择。为了
提高加工质量,机械手换刀后,进行刀具深度和位置检测。加
工过程中,实时检测刀具磨损以及断刀情况,出现刀具失效,
可以自动通过机械手换刀或者提示操作者手动换刀。为了稳
定加工,系统具有高速的上下位机通讯功能,上位机可以随时
对下位机进行控制,下位机也把各种信息传到上位机。
3电气控制系统组成
控制系统由PC机(工控机),SIMOTION,电源模块,电机模
块,电机,光栅尺,SMC30(传感器模块),分布式1/0ET200M(包括
数字量模块和模拟量模块),机械手,主轴变频器,高速主轴以
及多个传感器以及限位开关组成。具体的分析及其选用如下:
3.1上位机
上位机是一台PC机(工控机),主要负责从加工文件中读
取需要数控机床加工流程(以钻孔为例)的钻孔的孔位和孔径
信息,以及为用户提供友好的界面设定加工参数,最后通过
TCP/IP协议,把这些数据传到运动控制器。3.2 S IMOTION运动控制器
SIMOTION D是整个控制系统地核心,所以SIMOTION D
的运行速度和可靠性,会对整个系统产生决定性影响。本系统
选择的SIMOTIOND内部结构,是由西门子PLC5300和西门子
的运动控制CPU组合而成,所以继承了PLC工业运用上的高
可靠性优点,同时也继承了运动控制系统对运动控制的灵活
性。SIMOTION是一个全新的西门子运动控制,它是世界上第
一款针对生产机械而设计的控制系统。SIMOTION的目的是为
实现各种运动控制任务提供一种简单、灵活的控制系统。为了
确保成为最佳的控制方案,SIMOTION的功能得到了很大程度
的扩展。SIMOTION主要有三大功能:
(1)运动控制;
(2)逻辑控制,例如,对输入信号的逻辑门处理,以及对输
出信号的分析与赋值;
(3)工艺控制,例如压力控制、温度控制等。
目前SIMOTION面向的行业,主要是运动复杂、速度及精
度的要求较高的制造机械、包装机械,橡塑机械,锻压机械,纺
织机械,以及其他生产机械领域。
3.3电源模块
一般变频器的工作方式,为先把一定频率的交流电变为
直流电,再由逆变器把直流电变为指定频率的交流电。SIMO-
TION运动控制系统,采用通过电源模块把工业交流电变为直
流电,再分配给多个电机模块的方式。电源模块分为可调电源
模块和不可调电源模块。可调电源模块,可以根据参数把它转
化出来的直流电稳定到一个指定的可变值,并且具有与
SIMOTION通信的功能;不可调电源模块,只能输出一个固定
的直流电压,而且不能同SIMOTION通信。
3.4电机模块
电机模块主要是把540V或600V的直流电,逆变成指定
频率的三相交流电,供给电机使用。目前的电机模块有两种类
型:书本型和装机装柜型。书本型又分为单轴电机模块和双轴
电机模块,单轴为3-200A;双轴为3-18A;电机模块和主控单
元之间通过DRIVE-CLIQ接口,进行快速数据交换。
因为要对X、Y和四个Z轴进行伺服控制,所以采用3个
书本型双电机控制模块,来对6个轴进行控制。
3.5伺服电机
伺服电机是数控系统的动力提供者,本系统的X、Y和4
个Z轴,都采用的是高动态相应的交流伺服电机。电机可以进
行矢量控制和伺服控制,电机上还带有旋转编码器,用来组成
一个电机位置闭环系统,实现对电机的精确控制。
电机本身所带编码器的精度在10μm左右。电机也具有
DRIVE-CLIQ接口,可以实时上传电机的状态参数,在系统自
动组态时,可以上传自己的铭牌数据,极大地方便了系统组
态。同时电机上边全部用标准安全接口,为电机接线时,只需
把相应的插头插入即可。
3.6光栅尺
西门子伺服电机本身带有编码器,但是电机编码器的精
度只能达到10μm,离要求的5μm差距较大。所以用外部光
栅尺检测工作台的位置,并把精确的位置信息通过SMC30(传感器模块)转换成标准信号,传递给SIMOTION进行处理。光栅
尺选用业界知名的RENISHAW公司产品中的RG4系列。
3.7变频器
数控机床的主轴速度,要求的非常高(12万r/min以上),
所以为了对高速主轴进行控制,要选择一种高速变频器。台达
V系列可以满足高速主轴的频率要求。由于SIMOTION上没
有用来同台达变频器进行通信的485串口,所以对台达变频
器的控制,采用模拟量控制方式。方案为SIMOTION D扩展
ET200M获得模拟量I/O来对台达变频器进行控制。
3.8高速主轴
机床的主轴采用西风的F16 160000RPM高效率PCB钻
孔主轴,采用全流道冷却系统,是一种高精度、高寿命、高稳定
性的全功能PCB钻孔主轴。刀具加紧方式,采用启动夹紧方
式,冷却系统则为干净的水循环利用,不能使用去离子水。为
了对独一主轴进行保护,主轴内置NTC温度控制系统。
3.9其他传感器
()lOMRON接进开关。本系统对工作台的回零,采用外部
标志加编码器零位方式回零,工作台回零时的外部标记用接
近开关来实现,同时4个Z轴限位,也是通过接进开关来实现
的。本控制系统的限位回零采用此接近开关。
(2)深度检测系统。本系统可以采用机械手自动换刀或者
手动换刀,由于换刀过程中,会出现刀具的夹装位置不同,造
成钻孔深度不同,也会出现刀具安装倾斜等情况。NCPCB Tool
Setting Device(刀具检测系统)可以在自动换刀或者手动换刀
后,进行检测刀具深度以及方向是否正确。
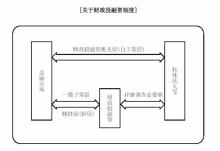
4电气控制系统总体工作方案设计
如图1所示,为该电气控制系统总体工作方案原理图。该
电气控制系统总体工作方案是:PC机读取文件信息,把数据
传递给SIMOTION D;SIMOTION D再根据这些收到的数据,控
制电机模块驱动电机,带动工作台进行位置控制;光栅尺实时
检测工作台的位置信息,并传递给SIMOTION D,实现对工作
台进行位置调整,满足对位置的精度要求。由于光栅尺信号不
能由SIMOTION D直接识别,所以通过传感器模块SMC30转
换为标准的信号,传递给SIMOTION D。被ET200M从
SIMOTION D接收到主轴的转速信息,通过模拟量模块输出一
个相应的电压,控制变频器驱动主轴转动。工作台的工作状
态,可以通过多个传感器(如接近开关、断刀检测传感器、深度
检测传感器等)检测到并传入系统。这些传感器的信号先送到
SIMOTION的扩展模块ET200中,再送入SIMOTION中,运用
SIMOTION强大的工艺处理、逻辑处理能力,对这些信号进行
处理,从而完成整个的加工任务。
5结束语
数控设备在我国已广泛生产和应用,但水平还不高,这严
重制约着我国生产加工工艺的提高。究其原因,主要体现在电
气控制部分。本文给出的数控机床电气控制思想和方法,经过
长期运行,证明其设计合理,控制精度高,性能可靠,能大大提
高生产效率和质量,不失为一种优秀的数控电气控制方案。
参考文献:
[1]李华.PLC在数控机床控制系统中的应用[J].职业圈,2007,(07X):
158-159.
[2]李纪三,舒朝君,刘永喜.PLC在数控机床功能控制中的应用[J].机
床电器,2008,35(2):12-14.
[3]仲兴国.利用PLC进行数控机床故障维修的方法[J].制造技术与
机床,2008,(6):144-146.
[4]卢成斌.PLC和变频器在车床数控改造中的应用[J].数控机床市
场,2008,(1):94-96.
[5]李铁军,张淑敏.PLC在数控机床电气控制方面的应用[J].机械工
程师,2005,(9):23-25.
初学者,请问西门子S7-300和SIMOTION系列最主要的区别是什么?比如什么情况下用SIMOTION不用S7-300之类
300 是PLC 主要是 工业自动化控制
SIMOTION 主要是运动控制 电机和伺服控制器 S120 G120 的控制 比如CU320 等等